

 Blue
Blue Green
Green White
White Red
Red
High accuracy
Consistent results with minimal false calls
Technologies
Every Mayson sorter is configured from the inspection layers its material actually needs — visible-light imaging, AI-assisted recognition, multi-view inspection, lighting-and-ejector control, and near-infrared (NIR) material recognition. Not every machine uses all of them: the right combination is selected for the stream, the reject classes, and the line it runs in. Each section below sets out what the technology can see, where it fits, and how the result is confirmed on your own material.
How they work together
Each technology page explains what the inspection layer does, where it fits, and how it connects to the products and materials it supports.
Optical technology
Visible-light analysis classifies particles by color, transparency, contour, gloss, surface texture, and visible defects.It does not confirm polymer identity by itself — material decisions use NIR or multi-spectral recognition. High-speed inspection supports recipe-based classification and precisely timed rejection.
Consistent results with minimal false calls
Stable performance in demanding environments
Programs tuned to real material samples
Data-rich insight for quality control
Intelligent recognition
Recipe-linked models work alongside conventional sorting rules to recognise subtle, variable, or hard-to-parameterise defect classes with greater accuracy.
How it works
your team builds defect categories from real sample images and production experience, not generic presets.
recognition rules and model-assisted logic are tuned around the target material and its reject classes, so each decision stays explainable.
recognition accuracy is confirmed on representative samples before it drives production decisions, and the model assists the operator rather than replacing human judgement.

What it identifies
Suitable materials
Application scope
Inspection architecture
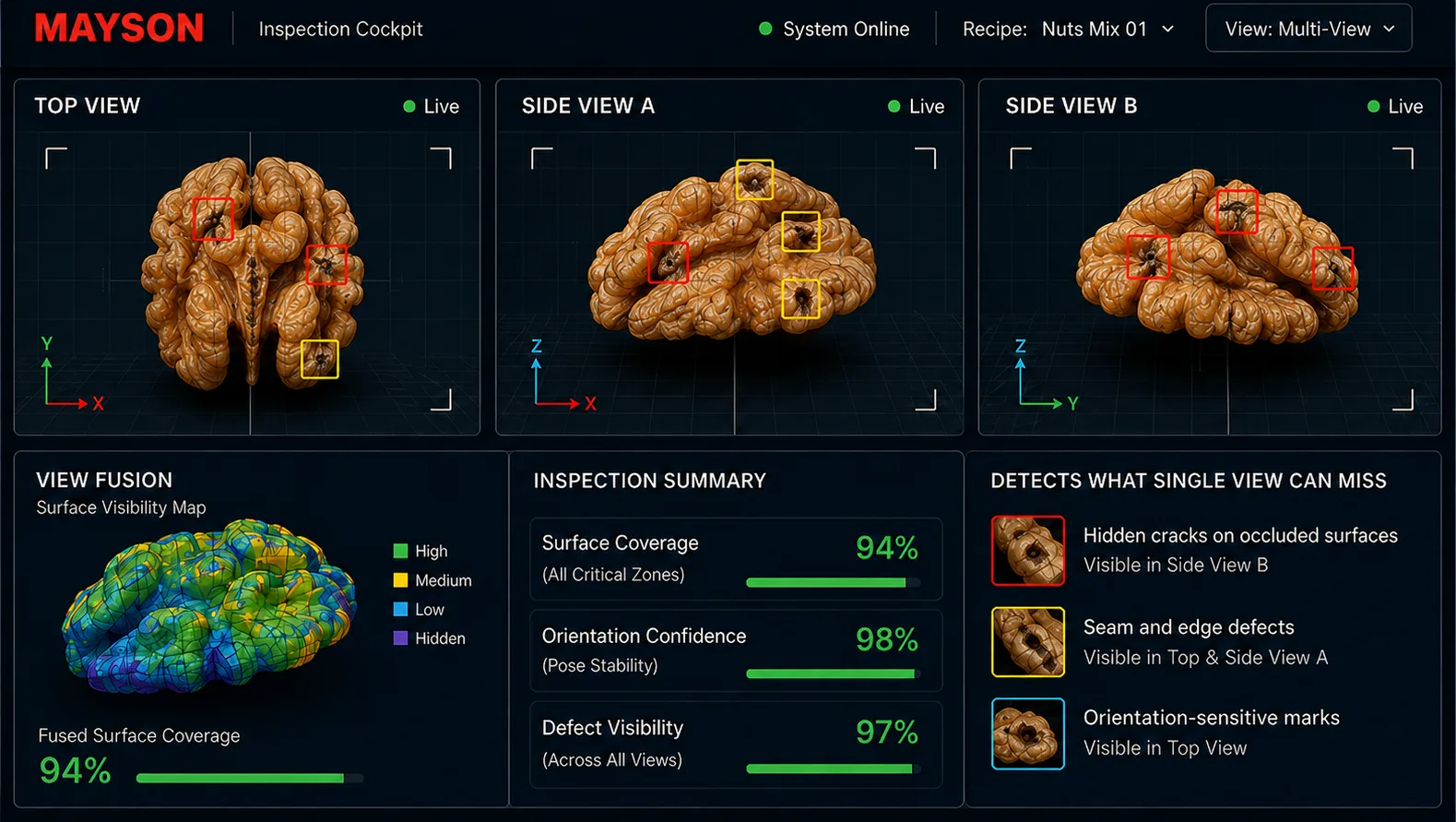
Multiple synchronised viewpoints reveal surfaces, edges, and orientation-dependent defects that a single camera angle can miss — building a more complete understanding of every product.
How it works
cameras are positioned around the product so each angle exposes a different visible surface, matched to its geometry and flow.
views are combined into a surface-visibility map so defect cues are cross-checked across angles, not judged from one.
a part is only classified once the surfaces that matter are visible and the confidence threshold is met.
What it identifies
Suitable materials
Application scope
Control layer
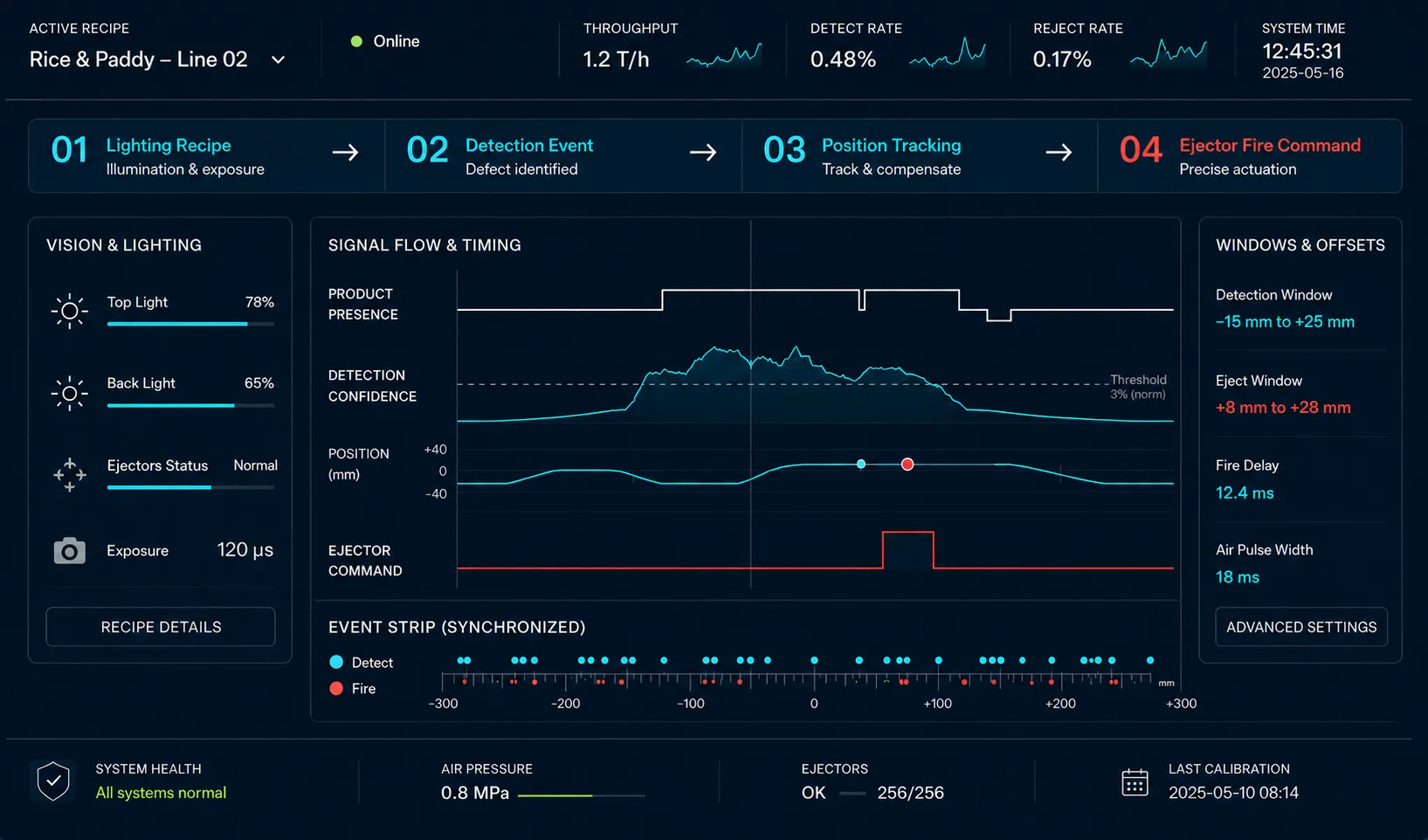
The practical control layer that synchronises inspection visibility, decision timing, and reject actuation for consistent, accurate sorting.
How it works
precision lighting reveals target defects and reduces visual ambiguity across different materials.
detection, particle position, and actuation are synchronised to the millisecond so the right pulse meets the right particle.
compressed-air actuation is tuned to lift the rejected stream out cleanly without disturbing accepted product.
What it identifies
Suitable materials
Application scope
Spectral technology
Near-infrared (NIR) analysis identifies polymer type by measuring spectral response across multiple wavelengths — enabling high-speed, accurate plastic sorting.
How it works
each polymer has a distinct spectral fingerprint that is captured across the near-infrared range.
broad spectral scanning separates plastics that look identical to the human eye or a colour camera.
within milliseconds each particle is classified and routed, so sorting keeps pace with production speed.

What it identifies
Suitable materials
Application scope
Technology comparison
Each layer answers a different question about the same particle. Most Mayson sorters combine two or more layers, and the right mix is confirmed with a sample-led material test.
| Technology | Sees | Does not do alone | Typical use |
|---|---|---|---|
| Visible-light inspection | Color, transparency, contour, gloss, surface defects — including black pieces | Does not confirm polymer type | MAS-C, glass sorter, food sorters, MAS-B appearance classes |
| NIR material recognition | Polymer spectral response (PET vs PVC, PE, PP…) | Cannot reliably identify black plastics; does not replace color sorting | MAS-P, MAS-PC |
| Multi-spectral polymer recognition | Harder polymer spectral differences (PP vs PE, ABS, PC, PMMA…) | Still cannot reliably identify black materials | MAS-P Pro (MAS 3D), MAS-PC Pro |
| AI-assisted recognition | Complex appearance classes — bottle shape, labels, brands, deformation, anomalies | Is not an autonomous quality guarantee | MAS-B, complex food and agricultural appearance targets |
| Multi-view inspection | Multi-angle surface, edge and orientation-dependent defects | Is not required for every material | Nuts, beans, seeds, some complex-appearance materials |
| Lighting and ejector control | Visibility, timing and air-jet rejection | Is not a recognition technology by itself | Every chute and optical sorting system |
Buyer questions
Visible-light inspection uses high-resolution cameras and tuned lighting to classify particles by color, transparency, contour, gloss, surface texture and visible defects. It powers MAS-C, the glass sorter, food sorters and MAS-B appearance classes. It does not confirm polymer identity by itself.
NIR (near-infrared) recognition reads each particle's polymer spectral response to identify material type — for example separating PET from PVC, PE or PP regardless of color. It powers MAS-P and MAS-PC. Its main limit: black and carbon-black plastics absorb the signal and cannot be reliably identified.
AI-assisted recognition is deep-learning appearance classification trained on real samples. It handles complex categories that fixed rules cannot — bottle shapes, labels, brands, deformation and anomalies — and powers MAS-B and complex food and agricultural targets. It supports operator-validated decisions; it is not an autonomous quality guarantee.
No. Visible-light color sorting classifies what the camera can see — color, transparency and visible appearance. A flake with the right color can still be the wrong material. Confirming polymer identity requires NIR recognition (MAS-P) or multi-spectral recognition (MAS-P Pro), which read material response instead of color.
NIR cannot reliably identify black or carbon-black plastics because they absorb the near-infrared signal. Black pieces can still be removed as a visible-color reject class by a color sorter such as MAS-C — but removing black is not the same as identifying black material by polymer type.
No. Every Mayson configuration is confirmed with a sample-led material test before performance expectations are set. AI recognition is trained and validated per application on your real material, so the test is what proves whether the defect categories are stable enough for production.
Material test
Send a representative sample and we will show which inspection path best fits the material, output target, and production line.